


五(wǔ)金(jīn)衝壓工藝是利用(yòng)衝頭和衝模使不鏽鋼、鐵、鋁、銅等板材和異(yì)物變形或破碎,以達到一定形狀和尺寸的工藝。金屬(shǔ)衝壓有時被稱為板材成形,但它略有不同。所謂的板材成型(xíng)是指使用板材(cái)、薄壁管、薄型材等。作為原材料。塑料加工的成型方法統稱為板材成型。此時,一般不考慮厚板方向的變形。
衝(chōng)壓工藝大致可分為兩大類(lèi):分(fèn)離工藝和成型(xíng)工藝(彎曲、拉(lā)伸和成(chéng)型)。分離過程是在衝壓過程中沿一定的輪廓(kuò)線將衝(chōng)壓件與毛坯分(fèn)離(lí),衝壓件分離部分(fèn)的質(zhì)量也必須滿足一定的要求。成形過程是使衝(chōng)壓毛坯在(zài)無損傷的情況下發生塑性變(biàn)形,並轉化(huà)為所需的成(chéng)品形狀。同時,還應滿足(zú)尺寸公差等方麵(miàn)的要求。
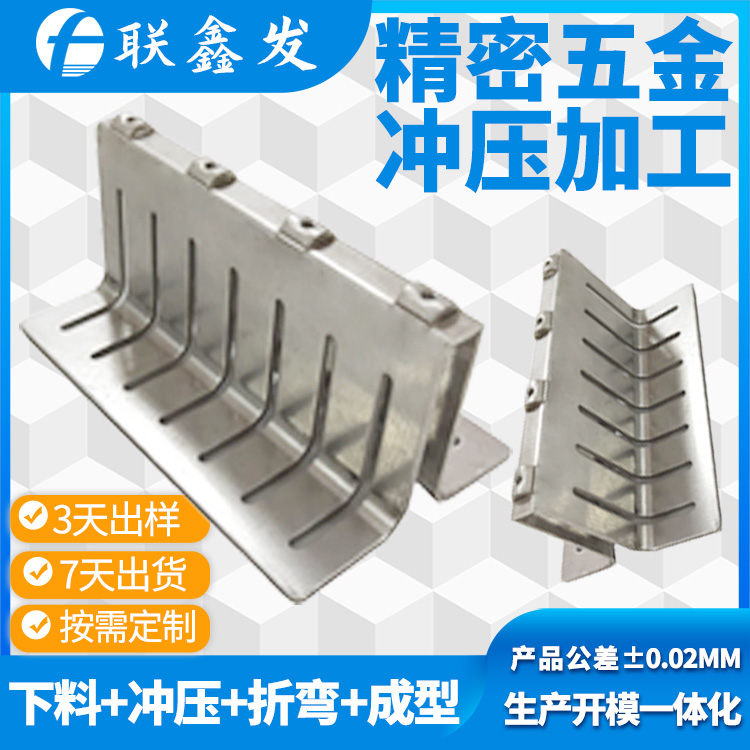
為防止五金衝壓時開裂,深圳五金衝壓加工廠家從覆蓋件的結構、成型工(gōng)藝和模具設(shè)計等方麵(miàn)采取(qǔ)相應措施。為了防止金屬衝壓件開裂,每個圓角的半徑(jìng)應較大,曲麵(miàn)形狀在拉(lā)伸方向上的實際深度應較淺,每個零件均的深(shēn)度應均勻,形狀應盡可能(néng)簡單,變化應盡可能平緩。拉伸方向應使衝頭與坯料的接(jiē)觸麵積盡可能大,壓邊表麵的合理形狀和壓(yā)邊力應(yīng)使壓邊表麵各部分的阻力均均勻適中,減少拉伸深度,開加工孔和加工切口等。為防止金屬衝壓件開裂,深圳五金衝壓加工廠家在(zài)衝壓時可采用合理的拉延筋設計(jì)、較大的模具圓角(jiǎo)和(hé)合理的凸(tū)模與凹模間隙。
在(zài)衝壓過程中,需要定期檢查衝頭轉盤的模具安(ān)裝座和衝壓件,以保證上(shàng)下轉盤的同軸精度。五金衝壓件在安裝(zhuāng)和使用(yòng)前應進行嚴格檢查,清除(chú)汙物,並仔細檢查衝壓零件的導套和模具是否潤滑(huá)良好。為(wéi)了保證拉伸(shēn)和壓縮(suō)零件的(de)使(shǐ)用壽命,模具的彈(dàn)簧(huáng)也應(yīng)定(dìng)期更換,以防止彈簧的疲勞損(sǔn)壞(huài)影響拉伸衝壓件的使用。安裝模具時,衝壓人員應使用軟金屬製造操作(zuò)工具,防止在安裝過程中敲擊(jī)和(hé)擠壓時損壞衝壓件。



